


C6140/C6240 Такарны станок з металічным цэнтрам з шчылінай
Спецыфікацыя
| мадэль | C6 1/2 40C | ||
| Перапрацоўчая магутнасць | Максімальны дыяметр арэляў над ложкам | 400 | |
| Max.swing над папярочнай горкай | 230 | ||
| Максімальны дыяметр павароту ў сядла Максімальны дыяметр павароту ў сядла
| 560 | ||
| Цэнтральная адлегласць | 750,1000,1500 | ||
| Шырыня ложка | 360 мм | ||
| верацяно | Свідравіна шпіндзеля | Φ52/80 мм | |
| Спінdнос | C6 | ||
| Конусность шпіндзеля | MT6 | ||
| Дыяпазон хуткасцей шпіндзеля(крокі) | 40-1400 (9 крокаў) | ||
| Карміць | Метрычная разьба(Нумар) | 0,25-14 мм (19 відаў) | |
| Цалевая разьбаs(Нумар) | 2-40/цаля | ||
| Модульная ніткаs(Нумар) | 0,25-3,5 мπ (11 відаў) | ||
| Перавозка | Папярочны ход
Папярочны ход
| 180 мм | 222 мм |
| Ход адпачынку інструмента Невялікі ход інструмента
Невялікі ход інструмента
Невялікі ход інструмента
Невялікі ход інструмента
Невялікі ход інструмента
Невялікі ход інструмента
Невялікі ход інструмента
| 95 мм | ||
| памер секцыі
| 20 х 20 мм² | ||
| Задняя бабка | Конусность ўтулкі задняй бабкі | MT4 | |
| Дыяметр гільзы задняй бабкі | 65 мм | ||
| Ход гільзы задняй бабкі | 140 мм | ||
| Галоўны рухавік | 4 кВт | 5,5 кВт | |
| Памер упакоўкі: (L xWхH) |
| ||
| Цэнтральная адлегласць 750 мм | 2220 х 1150 х 1590 мм | ||
| 1000 мм | 2470 х 1150 х 1590 мм | ||
| 1500 мм | 2970 х 1150 х 1590 мм | ||
| Вага:ПнЗ/ГЗ (кг) |
| ||
| Цэнтральная адлегласць750 мм | 1400 | 2050 год | |
| 1000 мм | 1500 | 2150 | |
| 1500 мм | 1650 год | 2300 | |
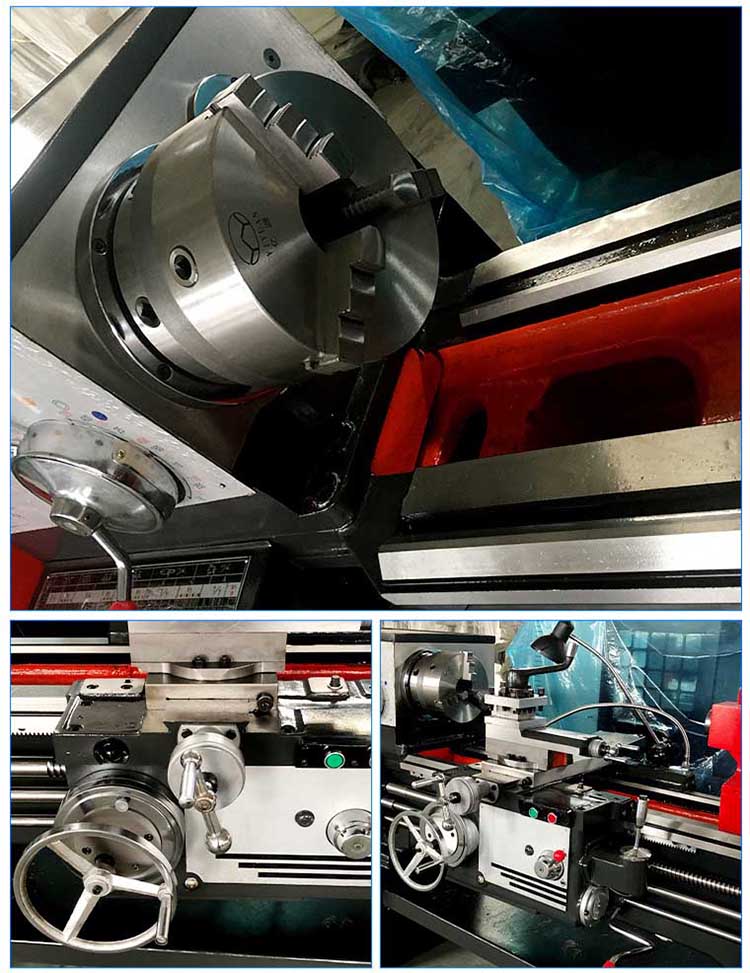
Асаблівасць ручнога такарнага станка C6140
Яго можна выкарыстоўваць для аточвання цыліндрычных і канічных паверхняў, тарцоў і ўнутраных адтулін, а таксама розных метрычных і цалевых разьб.
1. Шпіндзель: праз дыяметр 52 мм, у адпаведнасці з міжнародным стандартам ISO-C6;пашырыць сферу апрацоўкі вала.
2. Квадратная задняя бабка: задняя бабка мае хуткае кулачковае заціскное прылада, якое мае высокую эфектыўнасць працы.У гільзе задняй бабкі ёсць прылада для прадухілення кручэння свердзела, якое дазваляе пазбегнуць пашкоджання кануснасці ўнутранага адтуліны гільзы задняй бабкі з-за кручэння свердзела, выкліканага няправільнай эксплуатацыяй, і эфектыўна абараняе кампаненты задняй бабкі.
3. Паверхня накіроўвалай рэйкі: прымае лікавае кіраванне загартоўкай супергукавой частаты і перыферыйнае шліфаванне, якія маюць такія перавагі, як высокая дакладнасць і добрая зносаўстойлівасць.
4. Галаўны рэдуктар выкарыстоўвае падшыпнікі Harbin у поўным камплекце, а шпіндзель выкарыстоўвае высокадакладную апору падвойнага шарыкападшыпніка Harbin BEARING для забеспячэння дакладнасці і стабільнасці шпіндзеля падчас кручэння на высокай хуткасці, што стварае неабходныя ўмовы для вытворчасці ЧПУ такарныя станкі.
5. Патрон: металічны трохкулачковы патрон з'яўляецца стандартнай канфігурацыяй такарнага станка, і можна выбраць іншыя патроны, што дапамагае для зацягвання.Аб'екты з рознымі правіламі спрыяюць апрацоўцы і хуткай вытворчасці.
6. Шырыня накіроўвалай рэйкі складае 400 мм, глыбіня загартоўкі складае 4 мм, а зносаўстойлівасць і стабільнасць высокія.

Агляд перад кіраваннем звычайнага такарнага станка
1. Дадайце адпаведную змазку ў адпаведнасці з табліцай змазкі станка.
2. Праверце камплектнасць, надзейнасць і гнуткасць усіх электраабсталявання, ручак, частак трансмісіі, ахоўных і абмежавальных прылад.
3. Кожная шасцярня павінна знаходзіцца ў нулявым становішчы, а нацяжэнне рамяня павінна адпавядаць патрабаванням.
4. Недапушчальна захоўванне металічных прадметаў непасрэдна на паверхні ложка, каб пазбегнуць пашкоджання паверхні ложка.
5. Нарыхтоўка, якая падлягае апрацоўцы, не мае бруду і пяску, каб прадухіліць падзенне бруду і пяску ў карэтку і пашкоджанне накіроўвалай рэйкі.
6. Неабходна выканаць пусты пробны запуск, перш чым нарыхтоўка не будзе заціснута, і нарыхтоўку можна будзе ўсталяваць пасля пацверджання таго, што ўсё нармальна.





